全國免費服務熱線400-961-1193
 雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式
雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式 吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備
吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備 十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家
十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家 錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機
錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機 普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機
普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機 普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機
普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機 自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制
自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制 自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家
自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家 全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機
全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機 全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
深圳市普思自動化科技有限公司
聯系人:葉先生
手機:13510658989
電話:0755-29742495
傳真:0755-29917523
郵箱:samye@126.com
地址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
常規吸附螺絲機特點及使用條件。
Z軸僅1個電機驅動,結構輕便,X、Z軸運動時整體慣量小,可高速穩定移動;下
壓鎖螺絲時吸嘴由限位螺絲自動限位,而電批及螺絲繼續下降直到螺絲鎖緊,整個過程
一氣呵成中間沒有停頓。
由于吸嘴靠限位螺釘定位,所以鎖附的螺絲必須在一個平面上,否則就會出現吸嘴
碰到產品或者吸嘴離螺絲孔距離過大而導致碰傷產品和螺絲鎖偏。
調機注意事項
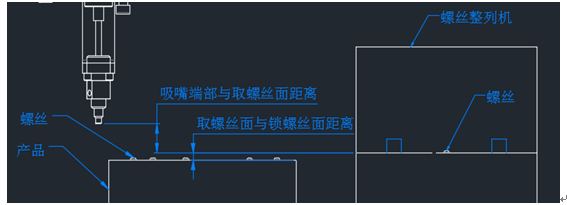
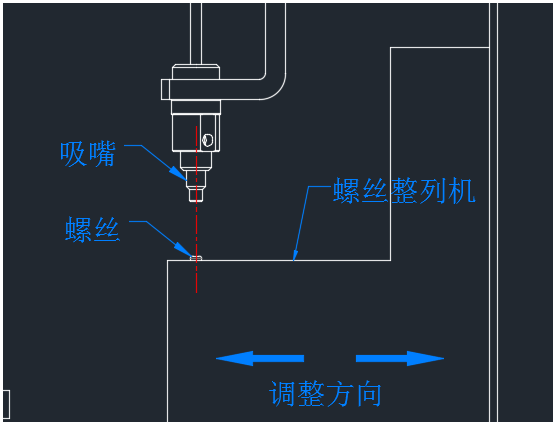
1.整列機位置要求:整列機取螺絲面最少比Z軸在原點時吸嘴端部低15mm(20mm最佳),比產品的螺絲鎖附面高,高出10~15mm最佳(不發生運動干涉的前提下)。整列Y方向要求可以做適當的調整以便吸嘴與吸螺絲位置。詳細見附圖一、附圖二
附圖一
附圖二
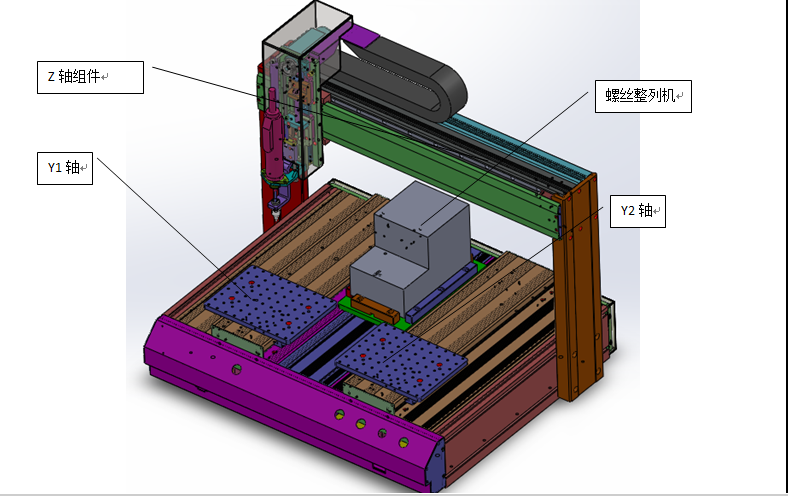
1.Z軸詳細結構說明及注意事項
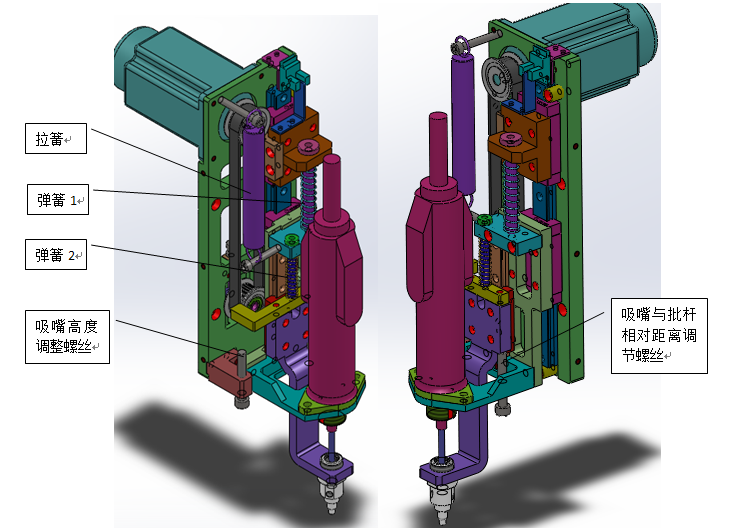
(1)拉簧:彈力不宜過大,斷電時電批組件不會迅速往下掉即可(往下掉20mm左右為宜);
(2)彈簧1:彈力根據螺絲大小而定,Z軸上下運動時,電批刀桿未遇阻力時(螺絲未到達螺絲孔位時)不發生壓縮;
(3)彈簧2:Z軸在原點時彈簧彈力在5N左右為佳;
(4)吸嘴高度調整螺絲:用于調整鎖螺絲時吸嘴與產品鎖螺絲面的距離,以比螺絲帽略低為宜;
(5)吸嘴與批桿相對距離調節螺絲:用于調節批桿與吸嘴的相對位置,以螺絲剛好完全吸進吸嘴為宜,長螺絲可以露出一部分在外面,具體看實際使用效果調節。
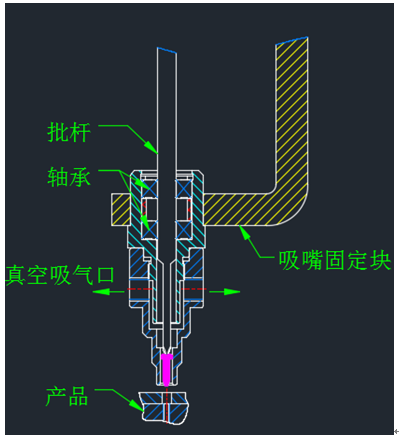
3.吸嘴工作原理及注意事項
圖示1狀態為吸附螺絲機的一個最佳狀態,當真空吸取螺絲后,電批隨即開啟,真空將螺絲往上吸,批桿高速轉動,螺絲十字槽(其它形狀同理)與批桿頭部相吻合,螺絲與批桿同軸旋轉。螺絲尖頭部旋轉時成一個點為最佳狀態。
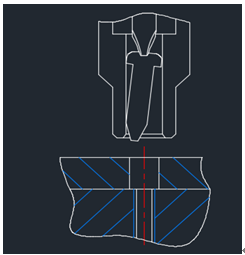
圖示2是非理想狀態,螺絲尖頭部旋轉時的軌跡為一個圓,圓越大狀態越差,易造成鎖偏和打壞工件的情況。造成此現象的原因大致有一下幾點:
(1)螺絲質量太差,螺絲的十字槽頭不在螺絲帽的中心,當十字槽與批桿吻合時的狀態就是偏心的;
(2)批桿與吸嘴不垂直,批桿的直徑一般會小0.03mm左右,當兩者不垂直時批桿與吸嘴將不同心,應及時調整到位;
(3)吸嘴內徑太大,不能將螺絲很好的導正,吸嘴內徑一般比螺絲帽直徑大0.1mm為宜;
(4)批桿磁性太強,真空壓力較小的時候,給批桿帶一定的磁性能夠抵消一部分螺絲的重力,但當磁性過大時,批頭與螺絲頭吸在一起,真空無法進一步吸著螺絲往上運動使十字槽與批頭配合在一起。應加大真空并適當減弱批桿的磁性。
圖示1
圖示2
地 址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
電 話:0755-29742495 傳真:0755-29917523
E-mail:samye@126.com
粵ICP備15033748號
 微信二維碼
微信二維碼



